Incorrect labeling of products in food production and consumption.
1- How important is a product label?
The “product label” is the outermost layer of packaging that contains information such as the product name, type, manufacturer, contents and any warnings or instructions for proper use. This can be printed directly on the packaging surface or it can be a separate plastic film or paper label coated with adhesive or heat shrink or any other method.
The product label is a form for the manufacturer to communicate to consumers about the product information. It is also the deciding factor in whether consumers choose this product over another. In addition, the information on the label is also extremely necessary, for example:
In the food and beverage industry: the product label informs customers about the ingredients used in the product, including possible allergens.
In other industries such as household chemicals or personal care products, product labels contain important instructions for use, toxicology warnings, and proper handling in case of accidental exposure and ingestion.
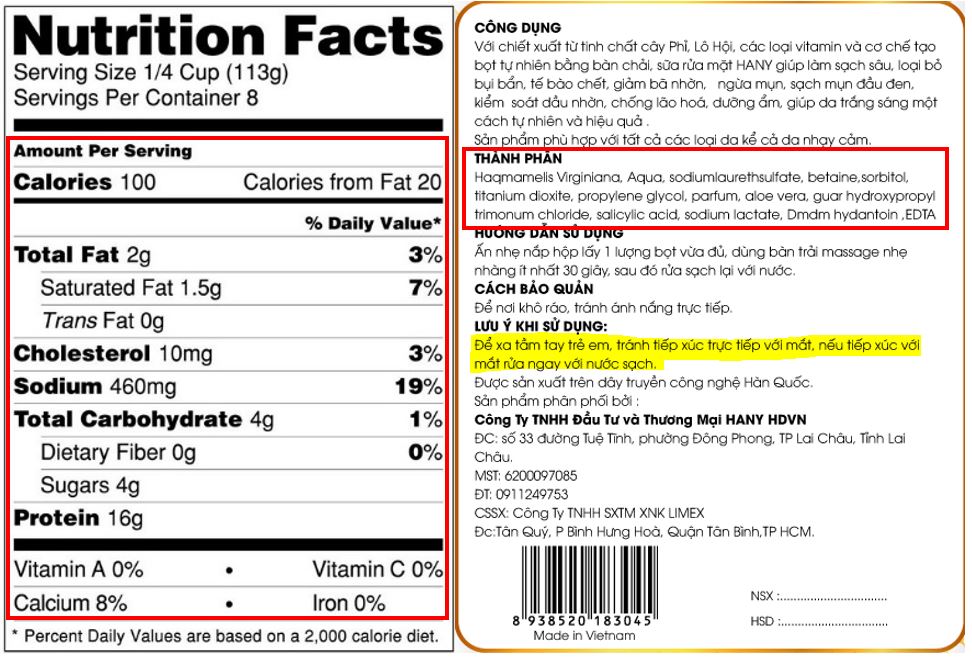
Information on ingredients, the content of substances, and usage notes for the product on the label.
It is also a way to differentiate your product from competitors, and may even convince consumers to switch brands.
Government regulators are more concerned with the role of labels, in terms of accuracy and information rather than persuasion. Regardless of the type of product, industry regulators have specific requirements for what must (and must not) appear on the surface of the product label. This is especially true in the food and pharmaceutical industries, where the product is primarily consumed.
Products that are not properly labeled are almost always bad. The consequences can be a lot of trouble, recall costs, and potentially refunds for distributors, retailers, or customers. Or more seriously, a batch of mislabeled products can lead to legal action, fines, and consumer deaths. This can lead to major recalls that impact brand value and consumer confidence.
In short, the important thing here is that products need to be properly labeled.
2 – Causes of labeling errors
One of the most common causes of product recalls is “labeling errors”. This comes in a few different forms; it can be a label design that is inherently outside the regulations for the product type.
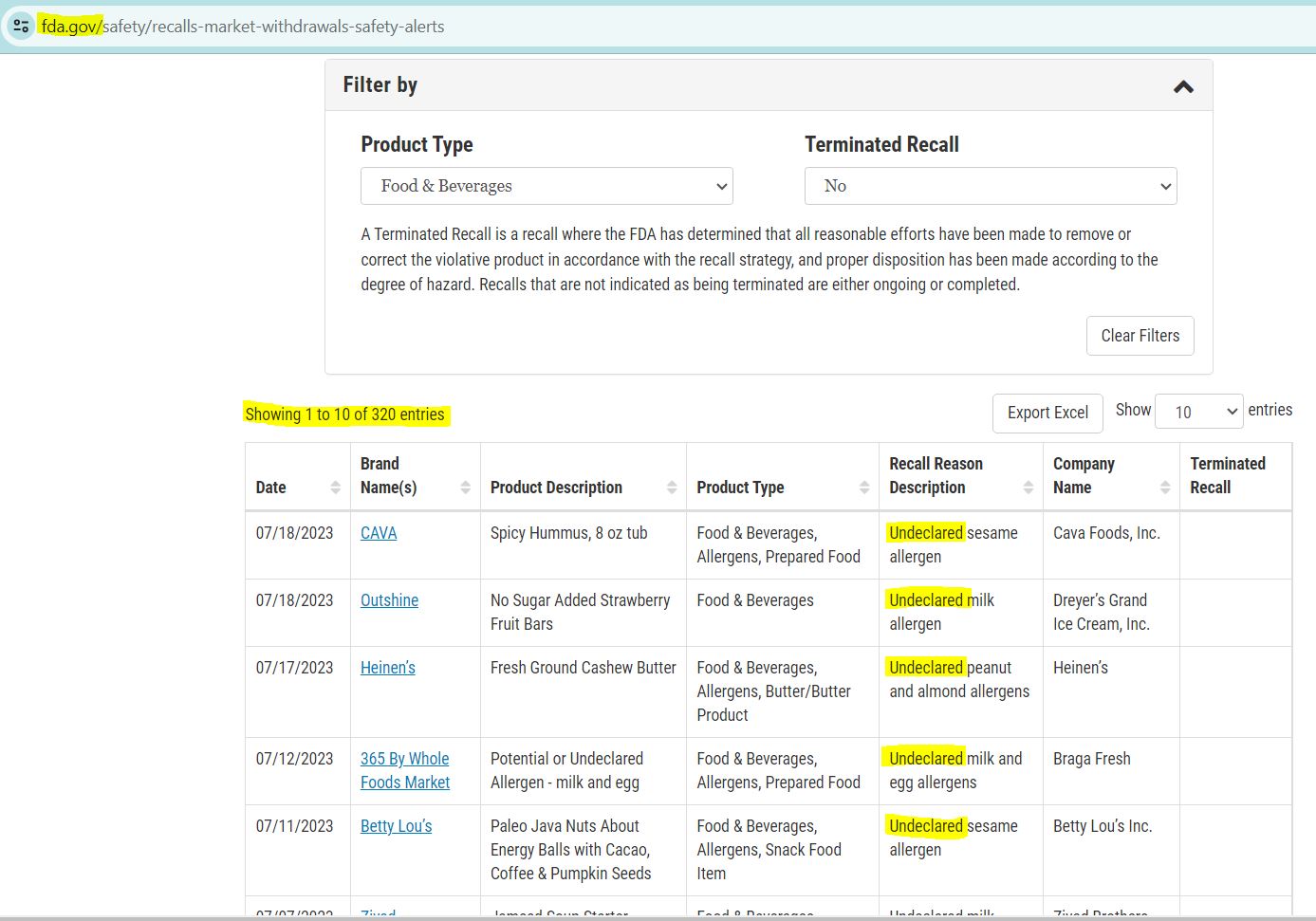
According to the US Food and Drug Administration - FDA, in the first half of 2023 alone, there were 160 product recalls, the main cause of which was labeling errors.
Where do mislabeling and mix-ups occur?
This is seen quite frequently in the food industry, as recalls occur due to the presence of certain ingredients or other ingredients that are not properly declared. Mislabeling is one of a set of errors in the labeling category – simply put, it occurs when products are packaged incorrectly or labeled incorrectly.
Unfortunately, this error can occur with some frequency, as many manufacturing facilities run multiple product SKUs on a given production line on a given day. The pressure on employees to make quick product changeovers from one type to another to maximize productivity is immense, and as a result, it is not surprising that mislabeling errors occur.
The concept of “mixed labeling” also applies to the misprinting of a batch code or expiration date on a product, as it also involves an error during the product changeover process. For food and pharmaceutical manufacturers in particular, such an error is a major concern because it can affect consumer health. For manufacturers of a wide variety of products, which may naturally contain different allergens, it is important to label correctly so that consumers are aware of potential allergens in the product.
What causes mislabeling?
Mixed labeling tends to occur due to one of two factors: operator error and equipment failure.
Operator error:
Operator error is the more common of the two and includes any incident resulting from human interaction with the production line. This can range from simply:
- Feeding the wrong label into the labeller during a product changeover
- Selecting the wrong product profile on the inspection system.
Both cases result in labelling errors – either on the inspection side, where the system may mistakenly reject a perfectly good product, or on the production side, where a batch of incorrectly labelled products is produced.
Equipment failures:
Equipment failures are less common than operator errors, but the consequences are similar. When the printer creates the same label multiple times over the course of multiple runs, it can result in variations in the finished product across different runs. This can be as minor as a colour change, but as serious as a loss of information – such as an allergen warning line not being displayed because the printer is low on ink.
This is similar to label mix-ups, where important information ends up missing from the finished product.
In each case, these errors need to be detected quickly to prevent the production of poor quality product (or the product requiring re-inspection and re-running of the system). In this case, having a system that can send a shutdown signal or alert the operator after a certain number of consecutive errors or errors in a set pattern can reduce the amount of rework.
3 - Consequences of Mislabeling
If a batch of mislabeled products appears on a retailer’s shelves, the manufacturer will issue a recall. In some cases, the retailer will notify the manufacturer that it has discovered the problem, leading to a recall. But if the problem is not discovered until a consumer complains, the state may mandate a recall – which means the error poses a health risk to consumers and may also result in fines or other legal action.
However, even a relatively small recall can result in significant costs in terms of time, manpower, and revenue. The cost of replacing all the defective products, the cost of rework, the cost of shipping, the cost of disposal… There is also the possibility of lost sales as the product will be off the shelves for a period of time and in competitive markets where brand loyalty is not strong, that can mean a permanent loss of customers. There is also the additional cost to the retailer of spending time and money to clear the defective product from their own shelves. Therefore, it is difficult to give an exact figure for the total cost of a product recall.
4 – Solutions to Prevent Mislabeling
With the potential costs of recalls so high, it is in manufacturers’ best interest to prevent common errors before they reach consumers. Labeling errors are one of the most common recall errors, and they are easier to prevent than most. Visual inspection of each product is sufficient to identify missing or incorrect label content. The problem arises from the high speed of modern production lines: something that manual inspection would struggle with.
Automating the inspection process
A more effective solution is to automate the label inspection process using vision inspection technology. Visual inspection systems automatically inspect 100% of products on the production line and are capable of keeping up with high production speeds. Some vision systems can be configured to automatically change inspection configurations during product changeovers and can even send shutdown signals to production equipment after a set number of consecutive inspections or patterns, helping to reduce scrap.
Preventing System Overrides
System overrides are more difficult to prevent because they require a change in operator behavior. It can be mitigated somewhat by having a system that does not require a reduction in processing speed, but if a high volume of defective products is causing problems, it is more important to find the cause of the defective products rather than resorting to an override system to meet quotas. It is also possible that the system has been configured incorrectly, in which case retraining of system operators may be required.
Centralized Production Control
Centralized control of production equipment can also help prevent operator errors. Vision inspection systems that are able to communicate with other manufacturing equipment on the line can automatically perform product changeovers. This means that a single operator can perform product changeovers from a single location. While this still relies on the operator in question to do their job properly, it significantly reduces potential points of failure.
5 – Automated error checking systems – is it worth the investment?
Of course there will be a cost to implementing an automated label checking system. It is easy to view a vision system as a sunk cost – in theory, a human observer can spot a mislabeled product and random sampling will pick up other issues (at least in theory).
In practice, random sampling may not be effective enough, with differences between two labels being small enough to be easily missed by an observer, especially at high production speeds. By the time a mistake is discovered, there may already be hundreds, or even thousands, of products produced with the wrong label. This problem, even if it does not result in a mislabeled product reaching the market, is costly in time, rework and wasted product.
This is where the value of an inspection system comes into play. It can be said that the return on investment is derived from the number of problems it prevents. A well-functioning mislabeling prevention program will not result in the production of a mislabeled product that is subsequently detected by the inspection system. However, a mislabeling prevention program relies heavily on that last line of defense, so removing it from the process will reduce its effectiveness. Finally, the cost of implementing the program, including the cost of the inspection system, and the time and materials saved, should also be included in any calculation of the return on investment in such a program.
The cost of a vision inspection program is significant – but the cost of a product recall can be an unforeseen figure. Calculating the return on investment based on its prevention potential can help illustrate the value of a vision inspection program. Not only is a recall issued, but the product requires rework, restoration, fines, and potentially consumer backlash.