Consulting on Computer Vision systems in industry
Ngày: 22/03/2025
INTRODUCTION
Computer vision has been around for a long time and is an essential element of automation that will be critical to the creation of the smart factories of Industry 4.0. No other aspect of the production line captures more information or is more valuable than Computer Vision in evaluating products and finding defects, as well as in collecting data to direct the operation and optimize the productivity of robots and other equipment. Unlike simple sensors, vision sensors generate large amounts of image data, increasing their utility in Industry 4.0 environments.

MACHINE VISION APPLICATIONS IN MANUFACTURING
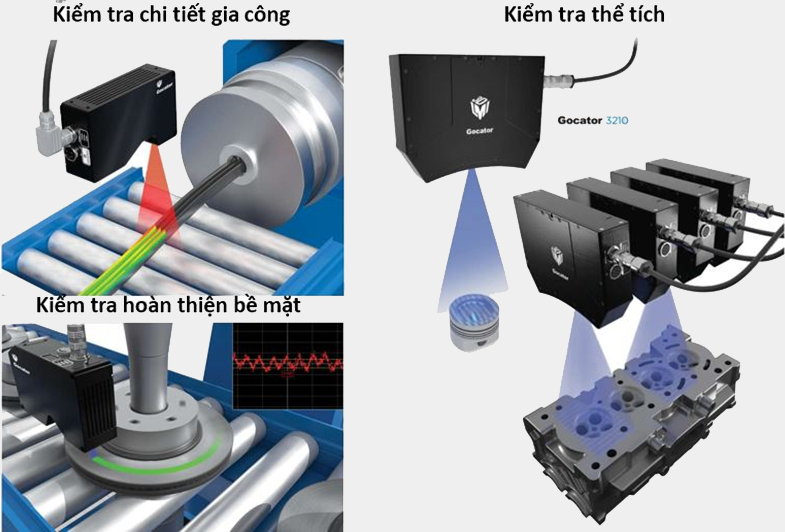
Machine Vision applications vary greatly depending on the industry and manufacturing environment, some typical applications include:
- Final product quality inspection
- Engine part inspection
- Product label inspection
- Medical device defect inspection
- Robot guidance
- Datamatrix code verification
- Component orientation inspection
- Product traceability
- Packaging inspection
- Laser and cut mark inspection
- Drug vial inspection
- Food package inspection
- Barcode reading
- Design component verification
- In addition, Machine Vision is also the foundation for artificial intelligence AI.

-
Some applications of machine vision in manufacturing.