From Visual Inspection to AI Inspection: Small Changes – Big Benefits
In manufacturing plants, visual quality inspection has been the norm for decades. However, in a context of fierce competition, pressure on productivity and a growing shortage of skilled workers, the continued reliance on the human element for inspection steps is gradually becoming a fatal weakness.
The transition from manual inspection to inspection using AI (Artificial Intelligence) integrated machine vision systems may be a small step in the process – but it brings a big step forward in efficiency, stability and scalability.
1. Say goodbye to human instability
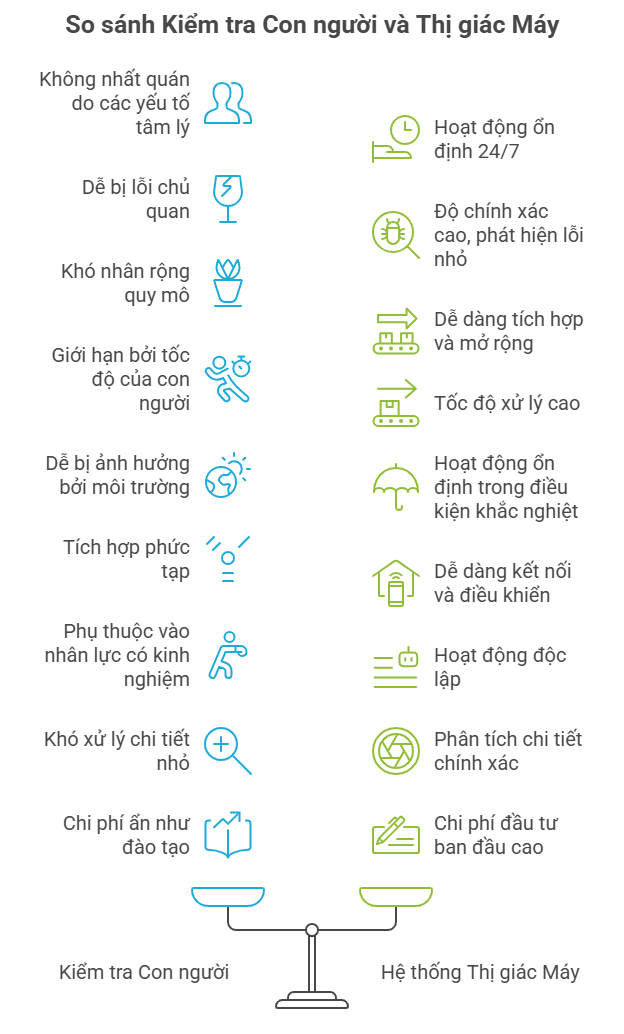
Humans are susceptible to mood swings, physical fatigue or psychological fluctuations during work shifts. This creates inconsistency in quality inspection – a factor that causes significant losses in costs and brand reputation.
In contrast, machine vision systems do not get tired. They check the same accuracy for every product, every minute, 24/7, regardless of weather, shift, or employee energy.
Case study: A production line at Bosch previously used visual inspection combined with a legacy system, experiencing a 3–10% error rate deviation per shift. After implementing a deep learning machine vision system, the error rate dropped significantly and became more consistent across shifts.
2. Deep Learning – Handling What Humans Can’t See
Unlike traditional rule-based systems, today’s AI (especially Deep Learning) does not require humans to program specific rules. Instead, the system learns from “OK” and “NG” sample data, then creates its own feature map that can recognize or classify with superior accuracy – even better than humans.
As a result, products with slight variations in shape or color are still correctly classified, instead of being rejected or missed – something that is almost inevitable with manual inspection.
3. Stability is key – no more dependence on “skilled workers”
Many factories still rely on long-term experienced inspection teams – this leads to:
- Difficulty in expanding production lines.
- Time-consuming training when personnel change.
- Risk of production interruption if there is a lack of qualified inspectors.
With machine vision, performance no longer depends on individuals. Everything is standardized according to AI models and optimally controlled lighting/images. When expansion is needed, simply duplicate the system.
4. Accelerate production – Reduce invisible costs
Machine vision operates at high speed – can process dozens of products per second. This helps:
Increase overall line productivity.
Reduce inspection time and reduce inventory waiting for sorting.
Eliminate potential costs from defective items that slip through the net or are falsely rejected.
5. Industrial Durability – Ready for Harsh Environments
Components such as cameras, industrial lighting, or embedded processors are designed to withstand high vibration, dust, heat, and humidity, with IP67/IP69K standards.
Even with the trend of Edge AI – processing at the edge, the system is no longer dependent on a central server. This not only reduces latency but also saves significant energy and maintenance costs.
6. Easy Integration – Standardized for the Future
With connectivity standards such as GIG, USB, modern machine vision systems can integrate smoothly into existing lines. Deploying connection to computer system to process images and send control signals to PLC and MES or sorting system is easy.
Conclusion: Machine Vision – Strategy, Not Cost
The transition from visual inspection to AI inspection is no longer a “trend”, but a vital strategy for businesses to stay competitive in the era of automation.
A small investment today, is the foundation for a stable – efficient – and human-independent production system in the future.